
Conception d’un capotage acoustique pour machines de production dans une usine agroalimentaire (contrainte de nettoyage)
- 18/09/2025
- Cas client
La réalisation et résultats obtenus

Résultats techniques
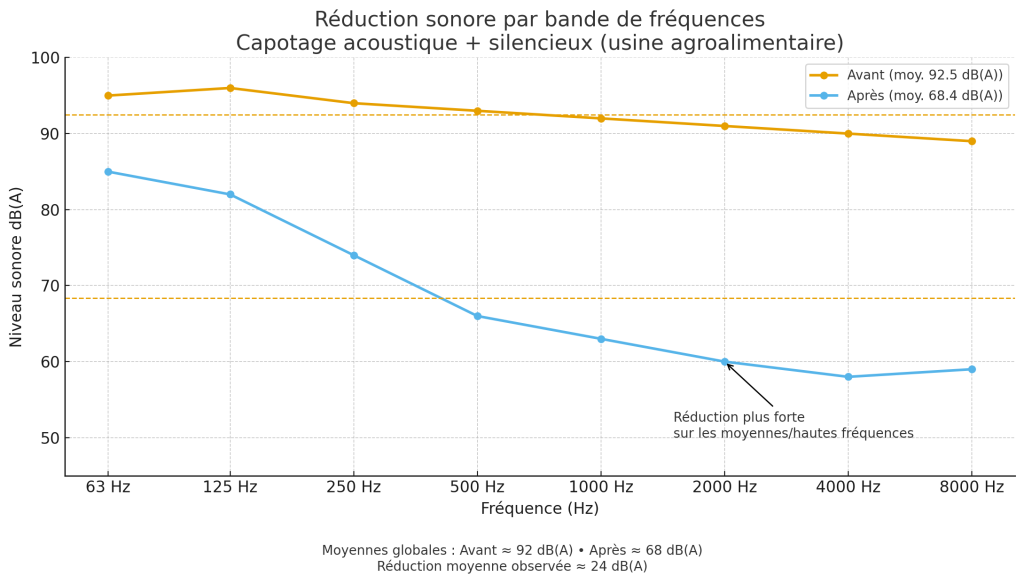
- Mesures avant : niveau moyen au poste opérateur proche de la machine : ≈ 92 dB(A) (mesures conformes aux bonnes pratiques de prise de mesure).
- Mesures après capotage et silencieux : niveau mesuré moyen ≈ 68 dB(A) — réduction moyenne observée : 24 dB(A) selon positions et fréquences.
Remarques : réduction plus élevée dans les fréquences moyennes/hautes ; pour les basses fréquences, complément par isolation ou solutions massives peut être envisagé.
(Ces valeurs sont issues d’une intervention-type. Les résultats réels dépendent du cas, de l’étanchéité et des sources sonores.)
Contexte et enjeux
Dans une usine agroalimentaire, une ligne de production générait des niveaux sonores importants (bruits de convoyeurs, moteurs et ventilateurs) impactant la santé des opérateurs et la conformité aux recommandations internes de sécurité sonore. L’environnement imposait des contraintes strictes d’hygiène (nettoyage fréquent en place — CIP), d’accès pour maintenance et de tenue aux produits corrosifs.
Objectifs Sonévia :
-
Réduire le niveau sonore émis par la machine afin de protéger les opérateurs et d’améliorer le confort de l’atelier.
-
Fournir une solution compatible CIP (nettoyage en place) et facile d’entretien.
-
Garantir accès maintenance, ventilation adéquate et conformité réglementaire (référence : NF S31-080 et normes de mesure acoustique).
Contraintes techniques identifiées
-
Environnement alimentaire : humidité, projections d’eau, utilisation de détergents ; matériaux et fixation doivent être résistants et lavables.
-
Accès maintenance : interventions fréquentes possibles sur motorisation et courroies.
-
Dégagement thermique & ventilation : la machine dissipe de la chaleur ; le capot ne doit pas provoquer surchauffe.
-
Espace restreint autour de la machine** : circulation opérateur limitée, nécessité d’un capot compact et démontable par modules.
-
Exigences de sécurité : respect des accès d’urgence, verrouillage et marquage des parties mobiles.
Solution proposée par Sonévia (synthèse)
-
Capotage acoustique de machine industrielle sur mesure, montage en panneaux démontables pour accès rapide.
-
Caisson extérieur en inox alimentaire (AISI 304) ou panneaux laqués haute résistance selon budget.
-
Liner interne absorbant haute performance (feutre industriel ou mousse ignifugée) protégé par lame perforée inox pour résister au nettoyage.
-
Silencieux d’air / bouches acoustiques pour l’évacuation thermique (permet circulation d’air sans laisser passer les sons).
-
Support antivibratoire (raccords en néoprène) entre capot et machine pour éviter transfert structurel des vibrations.
-
Portes d’accès à charnières rapides, joints étanches, visserie inox.
-
Plan de fixation et d’étanchéité répondant aux contraintes CIP.
Étapes projet (planning type)
-
Audit & mesure initiale (J1–J3)
-
Mesures acoustiques (points de référence, dB(A) en différents points).
-
Relevé 3D sommaire de la machine et contraintes d’implantation.
-
-
Conception & validation (J4–J14)
-
Plans CAO du capotage modulaire.
-
Spécifications matériaux, plan ventilation, plan d’accès.
-
Validation client (revue design + sécurité + hygiène).
-
-
Fabrication & préparation (J15–J35)
-
Préfabrication en atelier, contrôle qualité, pré-assemblage.
-
-
Pose & mise en service (J36–J40)
-
Installation sur site, réglages, tests thermiques.
-
-
Mesures finales & rapport (J41–J45)
-
Mesures acoustiques post-installation, rapport comparatif avant/après, recommandations maintenance.
-
(Délai indicatif : 6 à 8 semaines selon disponibilité site et complexité)
Matériaux & options techniques (détail)
-
Coque extérieure : inox AISI 304 ou panneaux sandwich classe M1 (selon contrainte hygiène).
-
Cœur absorbant : feutre acoustique industriel (incombustible, résistant à l’humidité), protégé par tôle perforée inox.
-
Silencieux d’air : modules à baffles résistants à l’humidité, calculés dimensionnellement pour perte de charge minimale.
-
Fixations : silentblocs néoprène, visserie inox 316 si environnement agressif.
-
Traitements : peinture alimentaire, joints silicone résistant aux détergents, ferrures rapides.
Maintenance & hygiène (plan d’exploitation)
-
Procédure de nettoyage CIP : démontage partiel des panneaux frontaux ou utilisation de rampes accessibles ; matériaux compatibles détergents alimentaires.
-
Visite préventive trimestrielle : contrôle joints, reprises d’étanchéité, vérification fixations anti-vibration.
-
Remplacement des absorbeurs : conseillé tous les 3–5 ans selon exposition et nettoyage.
Livrables remis au client
-
Dossier d’études (plans, cahier des charges, choix matériaux).
-
Rapport de mesures acoustiques (avant / après) avec protocoles et instruments.
-
Fiches maintenance & guide CIP.
-
Garantie fabrication 12 mois + suivi post-installation.
Pourquoi Sonévia plutôt qu’une solution standard ?
-
Expertise spécifique industrie & hygiène : solutions pensées pour CIP et contraintes agroalimentaires.
-
Approche modulaire pour minimiser arrêt production : pose rapide, accès maintenance optimisé.
-
Mesures et fact-checking systématiques : on livre des chiffres, pas des promesses.
-
Design sur mesure (pas de “boîte universelle”) : optimisation coût / performance / sécurité.
Obtenez votre devis personnalisé en 48h
- bonjour@sonevia.fr
- 0189316270 pro uniquement
- France entière

